
ফ্ল্যাট ওভাল টিউবক্রস বিভাগে সমতল ডিম্বাকৃতি (দীর্ঘ অক্ষ 80-200 মিমি, সংক্ষিপ্ত অক্ষ 30-80 মিমি), এবং ক্রস বিভাগের স্কিউনেস এবং অতিরিক্ত বুর্সের মতো সমস্যাগুলি ডান কোণগুলি কাটানোর সময় ঘটে থাকে। পরবর্তী ওয়েল্ডিং বা অ্যাসেমব্লির গুণমান নিশ্চিত করতে সুনির্দিষ্ট প্রক্রিয়াজাতকরণ অর্জনের জন্য পেশাদার প্রক্রিয়া এবং সরঞ্জামগুলির প্রয়োজন।
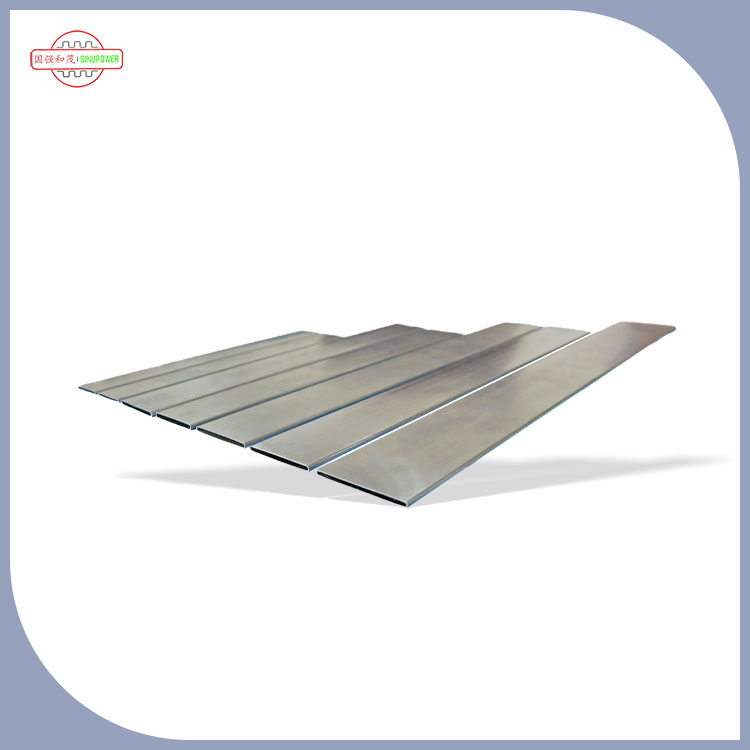
কাটার অসুবিধা ক্রস-বিভাগীয় বৈশিষ্ট্যগুলিতে কেন্দ্রীভূত। ফ্ল্যাট ওভাল টিউবগুলির অসমমিত কাঠামো traditional তিহ্যবাহী এক-আকারের-ফিট-সমস্ত পদ্ধতির সঠিক কোণ নির্ভুলতা নিশ্চিত করা কঠিন করে তোলে। যদি কাটিয়া কোণ বিচ্যুতি 1 ° এর চেয়ে বেশি হয় তবে বাট যৌথ ব্যবধানটি 0.5 মিমি ছাড়িয়ে যাবে, ld ালাই শক্তিটিকে প্রভাবিত করে। তদ্ব্যতীত, যখন টিউব প্রাচীরের বেধ (সাধারণত 2-5 মিমি) অসম হয়, তখন স্থানীয় অতিরিক্ত গরম এবং বিকৃতি ঘটে থাকে। বিশেষত স্টেইনলেস স্টিলের উপকরণ প্রক্রিয়াকরণে, উচ্চ তাপমাত্রা অক্সাইড স্কেল তৈরি করে, পরবর্তী গ্রাইন্ডিং ব্যয় বাড়িয়ে তোলে।
সরঞ্জাম নির্বাচনের উপাদান এবং স্পেসিফিকেশনগুলির সাথে মেলে। কম-কার্বন স্টিলের ফ্ল্যাট ওভাল টিউবগুলির জন্য, প্লাজমা কাটিয়া (বর্তমান 80-120 এ) সুপারিশ করা হয়, 10-15 মিমি/সেকেন্ডের কাটিয়া গতি সহ এবং বিভাগটির উল্লম্বতা ত্রুটি 0.3 মিমি/মিটারের মধ্যে নিয়ন্ত্রণ করা যায়; স্টেইনলেস স্টিলের উপকরণগুলির জন্য, লেজার কাটিং (পাওয়ার 500-1000W) পছন্দ করা হয়, যা আন্তঃগ্রানক জারা এড়াতে <0.1 মিমি এর তাপ-প্রভাবিত অঞ্চল সহ অপটিকাল ফাইবার দ্বারা সংক্রমণিত উচ্চ-শক্তি হালকা বিমগুলির মাধ্যমে যোগাযোগবিহীন প্রক্রিয়াজাতকরণ উপলব্ধি করে। পাতলা প্রাচীরযুক্ত টিউবগুলি (বেধ <3 মিমি) ± 0.01 মিমি যথার্থতার সাথে সিএনসি তারের কাটিয়া ব্যবহার করতে পারে, যা নির্ভুলতা উপাদান প্রক্রিয়াজাতকরণের জন্য উপযুক্ত।
অপারেশন প্রক্রিয়াটি অবস্থান এবং প্যারামিটার সেটিংয়ের উপর দৃষ্টি নিবদ্ধ করে। কাটার আগে, পাইপের ফিটিংগুলি ফিক্সচারগুলি দ্বারা স্থির করা দরকার যাতে কাটিয়া রেখাটি অক্ষের লম্ব হয় (বিচ্যুতি ≤0.5 °), এবং ফিক্সচারের ক্ল্যাম্পিং শক্তিটি বিকৃতি রোধ করতে 5-10 এমপিএতে নিয়ন্ত্রণ করা হয়; প্লাজমা কাটার সময়, অগ্রভাগটি পাইপের প্রাচীর থেকে 3-5 মিমি দূরে রাখা হয়, এবং গ্যাসের চাপ (বায়ু বা নাইট্রোজেন) আর্ক বিচ্যুতি এড়াতে 0.6-0.8 এমপিএতে সেট করা হয়; লেজার কাটার প্রাচীরের বেধ অনুযায়ী ফোকাস অবস্থানটি সামঞ্জস্য করা প্রয়োজন, এবং ঘন প্রাচীরযুক্ত পাইপগুলির ফোকাসটি কাটিয়া অনুপ্রবেশকে উন্নত করতে পাইপ প্রাচীরের 1/3 এ সামঞ্জস্য করা হয়।
পরবর্তী প্রক্রিয়াজাতকরণ চূড়ান্ত গুণকে প্রভাবিত করে। কাটার পরে, একটি কোণ পেষকদন্ত (একটি 120-গ্রিট গ্রাইন্ডিং হুইল সহ) ক্রস-বিভাগের রুক্ষতা RA≤12.5μm তৈরি করতে বুর্স অপসারণ করতে হবে; কাটতে মরিচা রোধ করতে স্টেইনলেস স্টিলের পাইপগুলি প্যাসিভেটেড করা (10-15 মিনিটের জন্য নাইট্রিক অ্যাসিড দ্রবণে নিমগ্ন) প্রয়োজন। উচ্চ নির্ভুলতা প্রয়োজনীয়তা সহ দৃশ্যের জন্য (যেমন অটোমোবাইল এক্সস্ট পাইপ অ্যাসেমব্লি), ডান কোণ বিচ্যুতিটি ± 0.1 ° এর সহনশীলতার মান পূরণ করে তা নিশ্চিত করার জন্য একটি তিন-সমন্বিত পরিমাপের যন্ত্র দ্বারা সনাক্ত করা দরকার ± 0.1 °
এফ উপর ডান কোণ কাটাল্যাট ওভাল টিউবউভয় সরঞ্জাম কর্মক্ষমতা এবং প্রক্রিয়া বিশদ বিবেচনা প্রয়োজন। সুনির্দিষ্ট অবস্থান, প্যারামিটার অপ্টিমাইজেশন এবং পরবর্তী প্রক্রিয়াজাতকরণের মাধ্যমে, একটি মসৃণ ক্রস বিভাগ এবং সুনির্দিষ্ট কোণ প্রক্রিয়াকরণ প্রভাব অর্জন করা যেতে পারে, পাইপলাইন সংযোগের সিলিং এবং কাঠামোগত শক্তির জন্য একটি প্রাথমিক গ্যারান্টি সরবরাহ করে।